超高強度鋼 (UHSS) 型材的屈服強度通常高於 1000 MPa,為雷射焊接帶來了獨特的挑戰和機會。雷射焊接是一種複雜的連接技術,為 UHSS 型材提供了多種優勢,但也需要仔細考慮材料特性和焊接參數:
煌港特鋼的高功率自動化焊接,20mm無坡口,直接熔透,最大焊接厚度60mm。
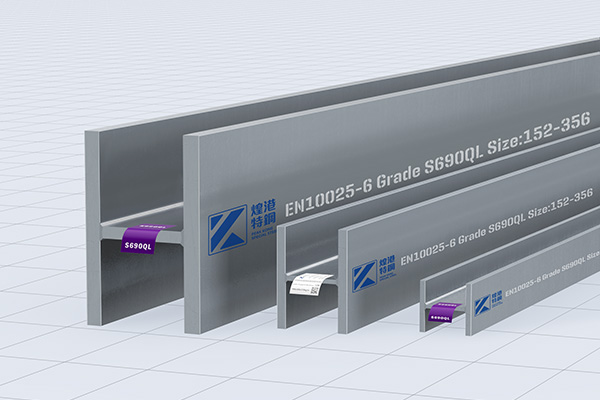
煌港特鋼推出S690工字鋼、H型鋼、槽鋼、角鋼、方管、扁管、圓管。
高精度:雷射焊接可精確控制熱輸入和焊道幾何形狀,這對於保持 UHSS 輪廓的完整性至關重要。
減少熱影響區(HAZ):雷射焊接產生狹窄的熱影響區,最大限度地減少基材的軟化並保持其高強度。
高焊接速度:雷射焊接具有高焊接速度,有助於提高製造過程的生產率和效率。
最小變形:對雷射焊接中熱輸入的精確控制有助於最大程度地減少超高強度鋼型材的變形,確保尺寸精度。
清潔美觀的焊接:雷射焊接通常會產生清潔、美觀的焊接,並且飛濺極少,從而減少了焊接後清理的需要。
材料敏感性:超高強度鋼型材對焊接過程中的熱輸入很敏感。過多的熱量會導致微觀結構發生變化,影響強度和韌性等機械性質。
接頭設計:設計合適的接頭配置和準備材料表面對於在超高強度鋼型材中實現牢固的焊接至關重要。
製程最佳化:必須仔細優化雷射功率、焊接速度、光束焦點和保護氣體等參數,以確保一致的焊接品質和性能。
焊接完整性:確保焊接的完整性,包括避免孔隙和裂縫等缺陷,需要徹底的製程控制和監控。
焊接後處理:根據應用的不同,超高強度鋼型材的雷射焊接接頭可能需要額外的處理,以實現所需的機械性能和耐腐蝕性。
UHSS 690 級雷射焊接通常應用於汽車製造(用於底盤、安全部件)、航空航天(結構元件)和結構工程(橋樑、高層建築)等行業,這些行業對高強度和輕質結構至關重要。
總而言之,雖然雷射焊接為連接超高強度鋼型材提供了顯著的優勢,但需要仔細考慮材料特性、接頭設計和焊接參數,以確保最佳的焊接品質和性能。如果執行正確,雷射焊接可以製造高強度和高精度的複雜結構,滿足現代工程應用的需求。
- 上一篇:先進高強度鋼690-激光焊接
- 下一篇:先進高強度鋼 (AHSS) 的雷射焊接